








沖壓件品檢實務:首件檢驗流程控制以及首件必檢工序
汽車沖壓模具件的首件及首件檢驗有哪幾種方法
模具制造技術現代化是模具工業發展的基礎,隨著科技的進步與發展,各種技術正不斷向傳統制造技術滲透,融合。
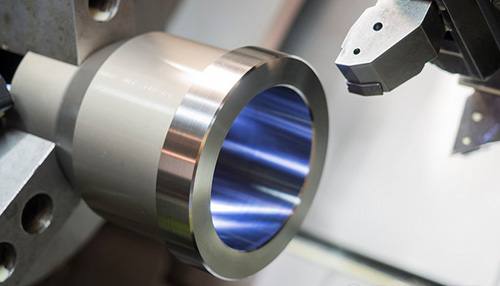
精密沖壓件是采用精密沖壓技術生產而成的沖壓件,與普通沖壓件相比,精密沖壓件的尺寸精度更高、形狀更為復雜,產品剛度和強度更好,可應用于儀器,儀表,辦公機械,計算機,電器,電訊器材,開關等對沖壓件要求較高的行業中。
在任何產品的設計及生產過程中,經常會出現設計變更、工藝變更、制程調整、非計劃停線及轉產、轉線等活動。那么,如何確保這些活動不會對后續的生產品質產生影響呢?這就需要在作業準備驗證、停產后驗證階段進行首件檢驗了。所以我們可以看到汽車沖壓模具沖壓件要做到首件必檢。
01.首件及首件檢驗的定義
① 過程改變
生產過程中,5M1E(人、機、料、法、環、測)中任何一個或多個生產要素發生改變,如人員的變動、設備的調整和維修、換料和換工裝夾具、設計變更、停線等等。
② 首件
每個班次/產線生產投入開始時或過程發生改變后,生產線加工的第一件或前幾件產品。對于大批量生產來說,“首件”往往是指一定數量的樣品。
③ 首件檢驗
對每個班次剛開始時或過程發生改變后,生產線加工的第一或前幾件產品進行的檢驗。檢驗的數量,可以根據不同企業或客戶的要求制定。一般來說,至少需要對連續生產的3-5件產品進行檢驗,合格后方可繼續加工后續產品。在設備或制造工序發生任何變化,以及每個工作班次開始加工前,都要嚴格進行首件檢驗。

02.首件檢驗的目的
生產過程中的首件檢驗主要是防止產品出現成批超差、返修、報廢,它是預先控制產品生產過程的一種手段,是產品工序質量控制的一種重要方法,是企業確保產品質量,提高經濟效益的一種行之有效、必不可少的方法
首件檢驗是為了盡早發現生產過程中影響產品質量的因素,預防批量性的不良或報廢
首件檢驗合格后方可進入正式生產,主要是防止批量不合格品的發生。
長期實踐經驗證明,首檢制是一項盡早發現問題、防止產品成批報廢的有效措施。通過首件檢驗,可以發現諸如工夾具嚴重磨損或安裝定位錯誤、測量儀器精度變差、看錯圖紙、投料或配方錯誤等系統性原因存在,從而采取糾正或改進措施,以防止批次性不合格品發生。
03.首件檢驗的時機/場合
每個工作班開始,更換操作者,更換或調整設備、工藝裝備(包括刀具更換或刃磨),更改技術條件、工藝方法和工藝參數(如粗糙度要求變更、內孔鉸孔更改為鏜孔、數控程序中走刀量或轉速等的改變),采用新材料或材料代用后(如加工過程中材料變更等),更換或重新化驗槽液等(如磷化、氮化等)。
04.首件檢驗的要求
首件檢驗采用三檢制:自檢、互檢及專檢:
送檢的產品必須先由操作人員進行“自檢”,然后再由班組長或同事進行“互檢”,最后由檢驗員“專檢”,確定合格后方可繼續加工后續產品。
首件檢驗后是否合格,最后應得到專職檢驗人員的認可,檢驗員對檢驗合格的首件產品,應打上規定的標記,并保持到本班或一批產品加工完了為止(所有首件產品必須留樣,留作后續產品對比之用,來看過程是否發生變化,并用記號筆標記“√” 以示通過首件檢驗)。
首件檢驗不合格,需查明原因、采取措施,排除故障后重新進行加工、進行三檢,直到合格后才可以定為首件。
05.首件檢驗的主要項目
1.圖號與工作單是否符合
2.材料、毛坯或半成品和工作任務單是否相符
3.材料、毛坯的表面處理、安裝定位是否相符
4.配方配料是否符合規定要求
5.首件產品加工出來后的實際質量特征是否符合圖紙或技術文件所規定的要求。
06.首件檢驗規范流程
① 首件檢驗的主題內容和適用范圍
本文件規定了公司在生產過程中對新品的首件檢驗、批首件檢驗的要求及工作程序。
本規定適用于公司在生產過程中對新品的首件檢驗、批首件檢驗的控制。
② 首件檢驗的品檢職責
生產部門負責組織安排首件檢驗工作。
未經新品首件、批首件檢驗或首件檢驗不合格,而擅自生產產品,由此引起的質量事故,由直接責任者負責。
檢驗員、生產線負責人對首件檢驗的正確性負責。
對首件確認工作未完成,檢驗員開始出具質量憑證,造成的質量事故,責任由檢驗員負責。
③ 首件檢驗的控制要求
對生產部門首次連續性生產的第一個完工的半成品和成品,必須經過首件檢驗和確認。
對于常規生產產品,須按批次進行首件檢驗。
由于設備、工藝等原因造成的停機,停機再開機時要進行首件檢驗和確認。
產品材料、規格變更后投入生產時要進行首件檢驗和確認。
新品首件檢驗時,應由生產單位負責通知檢驗有關人員,按現行有效的圖紙、清單(或顧客提供的樣件)、工藝文件進行,檢驗員填寫檢驗記錄,檢驗合格后在首件卡上簽字,并將卡片掛在首件產品上做好首件標記;首件檢驗不合格應立即退回,重做首件,并做好記錄。未經首件檢驗合格的產品不得進行驗收。
首件作為批量生產的樣件,由生產部門負責保留到全批生產結束后才能最后送交。
首件檢驗中應檢查產品生產過程所用的所有原輔材料,必須與規定相符。
④ 首件檢驗的工作程序
在首件制作過程中,生產線負責人、檢驗人員應到生產現場監督檢查實際生產者按生產工藝流程,根據現行有效的生產工藝文件自行完成首件,并對每一生產工序進行監督檢查,發現問題及時予以糾正解決。
常規生產產品及停機再開機生產的產品首件生產必須完成所有生產工序,經生產者檢驗合格在首件牌上簽字后再交由檢驗人員等進行首件檢驗。首件檢驗時,檢驗員應會同生產線負責人按現行有效的圖紙、清單(或顧客提供的樣件)、工藝文件、產品要求進行檢驗,合格后在首件產品上做好標識(如簽注“首件合格”等),并在首件卡上由生產者(或代表)、檢驗人員會簽。對于因產品因較大更改所需作的首件檢驗可由相關人員及檢驗簽字認可;首件檢驗不合格立即退回,重做首件。
新產品第一次批量生產及材料、規格發生變更后生成的半成品、成品都需要進行首件檢驗及確認。
首件檢驗時應及時做好首件記錄,填寫首件確認書。
當首件生產中發現質量問題應及時反映和處理,并對不合格項重新進行確認。只有當檢驗合格的首件,并將結果記錄在首件卡上,并由檢驗員對質量作出認可后,方可組織生產。
只有經過首件確認后,檢驗員方可開始進行正常交收檢驗工作。
現在主要為您詳解的首件檢驗的有哪幾種方法。
??1.觸摸檢驗
??用干凈的紗布將外覆蓋件的表面擦干凈。檢驗員需戴上觸摸手套沿著沖壓件縱向緊貼沖壓件表面觸摸,這種檢驗方法取決于檢驗員的經驗。必要時可用油石打磨被探知的可疑區域并加以驗證,但這種方法不失為一種行之有效的快速檢驗方法。
??2.涂油檢驗
??用干凈的紗布將外覆蓋件的表面擦干凈。再用干凈的刷子沿著同一個方向均勻地涂油至沖壓件的整個外表面。把涂完油的沖壓件放在強光下檢驗,建議把沖壓件豎在車身位置上。用此法可很容易地發現沖壓件上的微小的麻點、癟塘、波紋。
??3.柔性紗網的打磨
??用干凈的紗布將外覆蓋件的表面擦干凈。用柔性砂網緊貼沖壓件表面沿縱向打磨至整個表面,任何麻點、壓痕會很容易地被發現。
??4.油石打磨
??1)、首先用干凈的紗布將外覆蓋件的表面擦干凈,然后打磨用油石(20×20×100mm或更大),有圓弧的地方和難以接觸到的地方用相對較小的油石打磨(例如:8×100mm的半圓形油石)。
??2)、油石粒度的選擇取決于表面狀況(如粗糙度,鍍鋅等)。建議用細粒度的油石。油石打磨的方向基本上沿縱向進行,并且很好地貼合沖壓件的表面,部分特殊的地方還可以補充橫向的打磨。
??5.目視檢驗
??目視檢測主要用于發現沖壓件的外觀異常和宏觀缺陷。
??6.檢具檢測
??將沖壓件放入檢具,參考說明書,對南皮沖壓件進行檢測。
以上就是100唯爾(100vr.com)小編為您介紹的關于沖壓的知識技巧了,學習以上的沖壓件品檢實務:首件檢驗流程控制以及首件必檢工序知識,對于沖壓的幫助都是非常大的,這也是新手學習機械制造所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問上一篇: 鋼鐵整體熱處理大致有退火、正火、淬火和回火四種基本工藝
下一篇: SMT電子廠生產車間高效現場管理
沖壓課程推薦














機械制造熱門資料


機械制造技術文檔


推薦閱讀






















