

【數控車削培訓】G72端面車削固定循環圖文詳解~別愁學不會
G72端面車削固定循環指令
對數控車床而言,非一刀加工完成的輪廓表面、加工余量較大的表面,采用循環編程,可以縮短程序段的長度,減少程序所占內存。各類數控系統復合循環的形式和使用方法(主要是編程方法)相差甚大,本課程以FANUC數控系統的車削固定循為主。
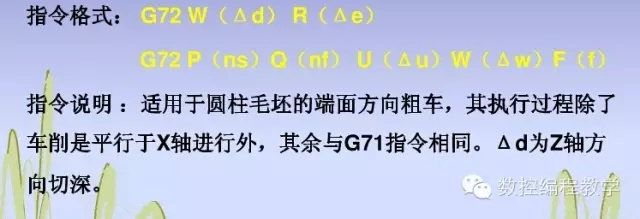
G72格式:
G72W(△d)R(e)
G72P(ns)Q(nf)U(△u)W(△w)F(f)
說明:
△d為Z方向每一刀的切削深度,
e為退刀量,
ns:精加工形狀程序的第一個段號。
nf:精加工形狀程序的最后一個段號。
△u:X方向精加工預留量的距離及方向。(直徑/半徑)
△w: Z方向精加工預留量的距離及方向。
例1
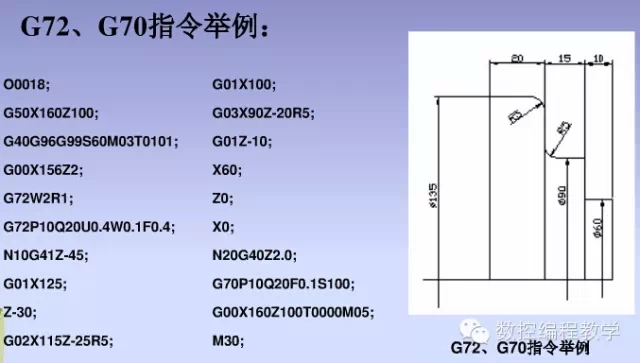

例2:G72端面粗車復合循環編程:
要求循環起點始點A(80,1)切削深度為1.2mm。退刀量為1mm,X方向精加工余量為0.2mm,Z方向精加工余量為0.5mm,其中點劃線部分為工件毛坯。


以上就是100唯爾(100vr.com)小編為您介紹的關于數控車削培訓的知識技巧了,學習以上的【數控車削培訓】G72端面車削固定循環圖文詳解~別愁學不會知識,對于數控車削培訓的幫助都是非常大的,這也是新手學習數控專業所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問換一批
數控車削培訓課程推薦

















數控專業技術文檔


更多>>
推薦閱讀